

高端家具定制工厂,木工师傅怎样看图纸
专栏:行业资讯
发布日期:2018-09-25
阅读量:18792
收藏:
图纸是实现建筑、产品设计方案的依据,是“工程的语言”,它明确规定了要建造一幢什么样的建筑,要加工一件什么样的产品,并且具体规定了形状、尺寸、做法和技术要求。
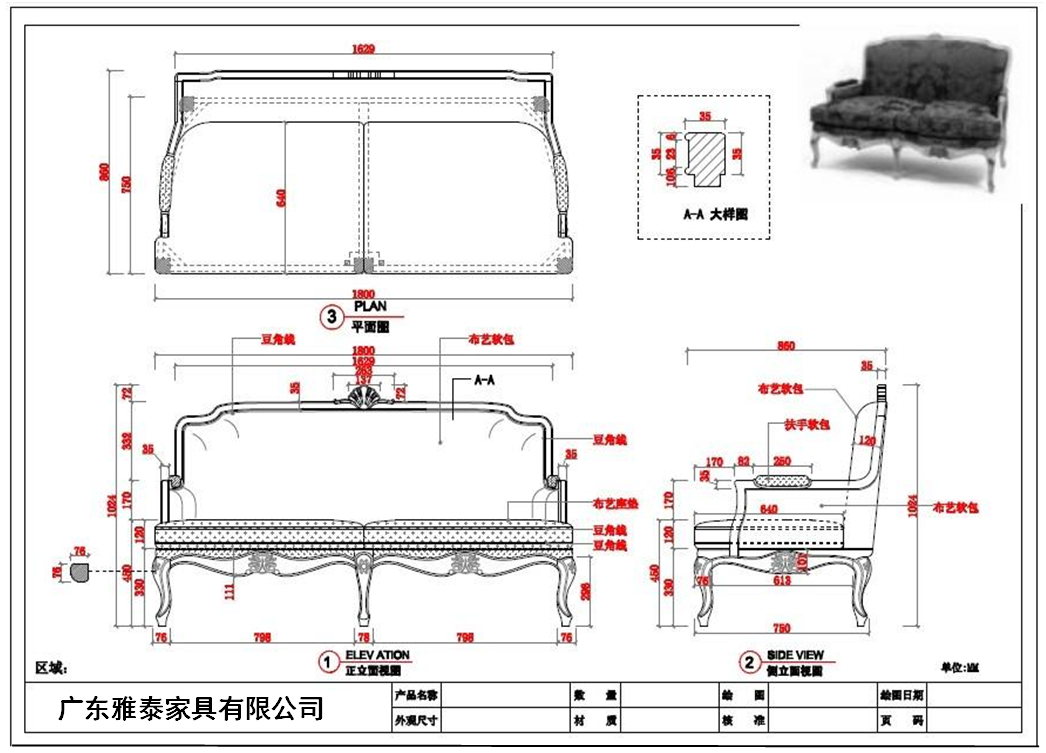
家具厂木工除了较多地接触本工种的图纸外,有时还要结合整个图纸看图,才能交圈配合,不出差错。为此必须学会识图方法,才能收到事半功倍的效果。
一、识图的方法:
1、图样的概念:各种工业产品或者是设计产品,都是有图样的。所谓图样,实际上就是一种图形语言,它是利用图形来解释,分析和演算产品的结构、开头和内在联系的。
2、图样的分类:由于工业生产过程中不同阶段的需要,对于图样就有不同的要求。从一张图样上包括的内容来分,产品图样大致有这样几种:
1).结构装配图:结构装配图是设计图样中最重要的一种,它能够全面表达产品的结构。结构装配图应该有产品所有结构和装配的关系,如各种接合、各种装饰工艺,以及装配工序所需用的尺寸和技术要求等。
2).零件图:零件图是产品各个零件的图样。零件图上有零件的图形、尺寸、技术要求和加工注意事项等。大多数工业产品,除了产品零件图外,还包括产品附近件的图样。所以零件图实际上是生产工业产品的基本依据。
3).组件图:组件图是介于结构装配图和零件图之间的一种图样,它是由几个零件装配成产品的一个组件的图样,如家具中的抽屉、櫊门等。生产分工不细的时候,常常用组件图代圿零件图加工零件和装配成组件。
4).大样图:工业产品中常常有曲线形的零件、开头和弯曲都有一定要求,加工比较困难。为了满足加工要求,把曲线形的零件划成和成品一样大小的图形,这就是大样图。在生产中,通常将大样图先复印在胶合板上,然后用锯按线条锯下,制成划线用的样板。对于圆规不能划出的曲线,可以用一定尺寸的方格线,正确绘制线条的形状,大样图上方格线的大小,要根据零件大小和曲线复杂程序决定。一般取5的倍数,应用起来较为方便。
5).立体图:又称为草图或示意图。在一张立体图上,同时能看到三个方向(上下、左右和前后六个方向中的三个)立体感很强的图形。由于它有这个特点,对初学识图的人很有帮助,先看了立体图,在脑子里就有个大概的模样,然后再看看结构装配图或零件图就比较容易些,因此立体图作为结构装配图或零件图的辅助图形最合适。
立体图在制图学中有“透视图”和“轴测图”的分别。“透视图”就像摄影照片一样,一件物品近大远小,跟肉眼看到的完全一样;而“轴测图”的画法就不同了,它是把远处和近处画成与实际产品一样大小,平行的还是平行,这样画起来较为容易。对于小型工业产品设计而言,一般用轴测图完全可以代替透视图。
二、剖视图和断面图的识读:
当物体内部构造和形体复杂时,为了能够清楚的反映其自身结构,往往采用绘制剖面图和剖视图的方法来加以表达。
1、全剖视图,平面表示,如图1-1所示为一框架的全剖视图。
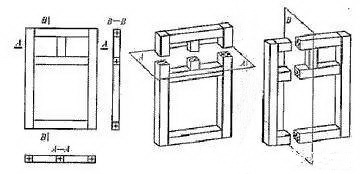
图1-1框架的全剖视图
其俯视图为A-A全剖视,由水平剖切平面AA剖切面得,左视图是用BB侧平面剖切面剖切而得的B-B全剖视图。图中剖到的部分是木材方材的横断面,是用一对细实线对角线表示出来的。剖视图的标注方法是用两段粗实线表示剖切符号,标明剖切面位置,剖切符号尽量不与轮廓线相交。
2、半剖视图,当产品或其零、部件对称(或基本上对称)时,在垂直于对称平面的设影面上的投影,可以以对称中心线为分界线,一半画成剖视,另一半仍画视图。如图1-2所示左视图画成了半剖视图。半剖视图利用所画对象的对称,既反映了内部结构形状,同时也画出了外形,节省了视图,也便于识图。半剖视的标注方法同全剖视。剖切符号仍与全剖视一样横贯图形,以表示剖切面位置。

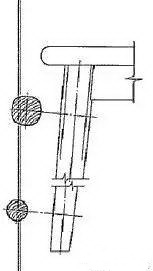
图1-2脚架 图1-3移出断面
3、断面图,假想用剖切平面将家具的某部分切断,仅画出被剖切到的表面形状,称为断面图。断面图按其图形的位置分为移出断面图和重合断面图两种。
移出断面图如图1-3所示。在某桌子腿的上部和下部都用一垂直于轴线的剖切平面剖切桌腿,将断面旋转90°,移到轮廓线外画出。
重合断面如图1-4所示。当重合断面图形对称时可省略投影方向和断面位置标记。这是一个拉手的两视图,中部与两边都画出了其剖面形状,图形经过旋转90°后,画在轮廓线内部,要注意重合断面图的轮廓线是用细实线画出的。
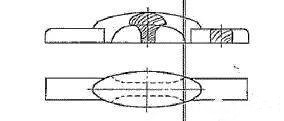
1-4重合断面图
三、零件图和部件图的识读:
随着家具生产的发展,家具结构的变化,要求组织零部件专业化生产以提高生产率。为了使某一工段成车间生产的部件,符合装配成合格家具的要求,就要对部件的尺寸、其他质量提出合理的求求,由此就应该单独画出部件图、零件图,详细注明它们的技术要求。另外,结构装配图也常常不可能做到包罗万象,有些部件生产使用结构装配图就显得不合适,易于出错或达不到部件应有的要求,导致整个家具质量的降低。从生产发展的需要看,除了生产数量较少的家具外,按零部件组织生产都必须画出零件图、部件图。
零件图是为了加工零件用的,从设计上应满足家具对零件的要求,如形状、尺寸;从加工工艺上则应便于看图下料,进行各道工序的加工,因此视图的绘制同时要符合加工需要。
图1-5所示为某柜子的一只脚,轴线水平放就是为符合加工位置的需要(如进行车削和钻孔)。如果按照在家具上的位置,轴线应放成铅垂位置,这样对加工就很不方便了。
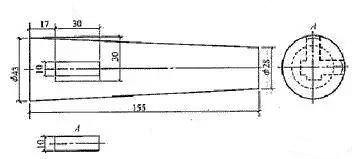
图1-5柜脚零件图
另外,为了简化画图,在不致引起误解情况下,往往可简化某些交线,图1-5中左视图一般可简化成如图1-6所示那样,虽然投影不全了,但这个图不会造成任何误解。另外,为加工需要,零件图常把干坯料用双点画线画出其轮廓。
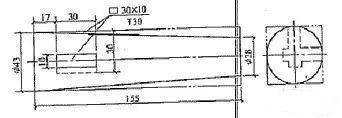
图1-6简化了的柜脚零件图
四、装配图的识读:
在着手组织生产家具时,主要反映家具造型和功能的设计图必须反映出家具的内外详细结构,包括零、部件的形状,它们之间的连接方法等,这种图样称为结构装配图。结构装配图应该具备生产该家具的种种技术要求。
结构装配图是作为生产发展过程的一个阶段需要而出现的。随着生产方式的不同和规模批量的扩大,逐步要求组织部件直至零件的专业化生产,就需要与之配合的部件图和零件图,这样结构装配图的性质就将逐渐变化,图形可大为简化,数量也大幅度减少,成为单一功能的装配图了。
由于结构装配图的功能,要求作为生产全过程的依据,所以凡生产上需要的内容基本上都应具备。结构装配图内容主要有:视图、尺寸、零部件明细表、技术条件,如当它替代设计图时,还应画有透视图。
1、视图:结构装配图的视图部分是由一组基本视图,一定数量的局部详细,以及个别零件、部件的局部视图所组成。基本视图一般都以剖视图的形式出现,特别是外形简单的家具或已经有设计图的家具。
基本视图选择的剖视种类,应注意两个原则:一是要尽可能多地表达清楚内部结构,特别是连接部分结构,二是图形不要过多。剖面的位置选择还要能真实反映构成家具的零部件形状。至于基本视图的数量则视家具的复杂程度和结构特点而定,一般不少于两至三个。其中主视图的选择要注意反映家具形体的基本特征。
由于基本视图要求表达家具整体,在图样上需要按一定比例缩小后画出,且一件家具的几个基本视图应尽可能安排在一张图纸上,这样基本视图就不可能画得很大,局部结构相对来说就难以表达清楚,因此结构装配图几乎都要采用局部详图。局部详图的选用要点是详细表达主要结构,如零部件之间的结合方式,连接件以及榫结合的类别、形状以及它们的相对位置和大小,再如某些装饰性镶边线脚的断面形状,还有如基本视图中因太小而画不清楚更无法标注尺寸的局部结构。
此外,有些零件,如果不是外购的,又没有零件图,也要在结构装配图中表达清楚,通过对某些零件的局部视图等形式表达,部件也是如此。如图1-7所示,为某活动餐桌的结构装配图。
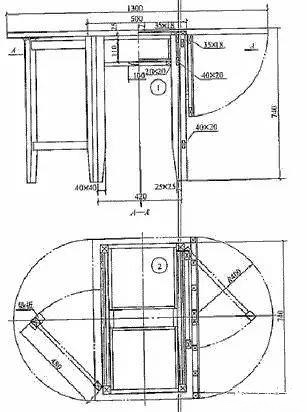
图1-7活动餐桌的结构装配图
2、尺寸:结构装配图是供制造家具用的,因此除了表示形状外,还要详尽地标注尺寸,凡制造该家具所需要的尺寸一般都应能在图上找到。标注尺寸包括下面几个方面:
1).总体轮廓尺寸:家具的规格尺寸,指总宽、长和高。如是柜子,则总体尺寸一般是指柜体本身的宽和长,以及顶板或面板离地高度,不包括局部因结构、装饰而凸出的尺寸。
2).部件尺寸:如脚架、抽屉、门顶的尺寸。
3).零件尺寸:方材常首先注出其断面尺寸,较多采用简化注法一次性注出较多;板材则一般要分开注出其宽和厚。
4).零件、部件的定位尺寸:是指零件、部件相对位置的尺寸。
3、零部件明细表:当工厂组织生产家具时,随着结构装配图等生产用图样的下达,同时应有一个包括所有零件、部件、附件、耗用的其他材料清单附上,这就是明细表。目前生产工厂大都有专用表格供填写,明细表的格式和内容由各工厂根据生产实际需要而定,无统一标准。明细表常见内容有:零部件名称、数量、规格、尺寸,如用木材还须注明树种、材种、材积等,此外还有需用的附件、涂料、胶料等的规格、数量等。注意明细表中开列的零件、部件规格尺寸均指净料尺寸,即零件加工完成的最后尺寸。
零部件明细表可以直接画在图中,特别是部件图中的零件明细表,不再单独列表。这时就需要对零、部件进行编号,以方便在图上查找。编号用细实线引出线,末端指向所编零、部件,用一小黑点以示位置。编号应考虑几个原则,一是要按顺序排列整齐;二是尽可能使有关零、部件集中编号,其中包括外购件另外编号,甚至直接写在图上。对于有零、部件图的家具装配图来说,如板式家具明细表,如不太复杂可以直接画在标题栏上方,这时编号的零部件填写要从下向上写,这样可避免因遗漏而无法添加补齐。零、部件的编号是从图中查找方便;此外,还应给予代号。代号的任务不仅以数字顺序表示不同零件、部件,更重要是反映零部件的归属便于分清,不致弄乱造成损失。在零、部件种类较多或同时生产类似家具时,代号显得尤为重要。
4、技术条件:技术条件是指达到设计要求的各项质量指标,其内容有的可以在图中标出,有的则只能用文字说明。例如对家具尺寸精度的要求、形状精度的要求、表面粗糙度、表面涂饰质量等的要求,以及在加工时需要提出的某些特殊要求。在结构装配图或装配图中,技术条件也常作为验收标准的重要依据。

销售总监:13924922713
首席设计师:13924949213
网址:www.yataifurniture.com
电话:400-1800-819 0760-88710819
商务QQ:1990028815 微信号:LHT13924949213
地址:广东省中山市南区西环三路19号酒店家具生产基地

扫一扫关注
官方微信

扫一扫访问
手机官网
扫一扫前往
雅泰总部

雅泰酒店家具
YATAI HOTEL FURNITURE